ПНД – полиэтилен низкого давления высокой плотности, который производят методом полимеризации из горючего газа этилена. ПЭ – первичный полиэтилен низкого давления, из того же сырья, но более чистый, с более однородной структурой, без примесей. Соединение труб в единую магистраль производится разными способами. Может быть разъемным и неразъемным. Сварка ПНД труб выполняется так же, как и сварка труб ПЭ.
Пайка труб похожа сравнительно со сваркой ПНД. Все-же принято называть этот процесс сваркой не пайкой ПНД труб, так для соединения ПНД труб есть сварочные аппараты, отнюдь не паяльные.

В статье представлено подробное описание особенностей соединений и алгоритмов их осуществления. Все необходимое для строительства трубопровода можно купить в нашем интернет-магазине.
Полиэтиленовые трубы производятся из полиэтилена низкого давления разных марок: вторичного и первичного происхождения. Они отличаются химической стойкостью к многим жидким веществам. Выделяют три основные категории ПНД труб: водопроводные (для холодного водоснабжения и канализации), газовые, технические.

Плюсы ПНД как материала для трубопроводов:
Минусы ПНД:
Легкие полиэтиленовые трубы просто монтируются без привлечения тяжелой техники. Возможны разъемные и неразъемные соединения. Сварка выполняется сварочными аппаратами, предназначенными для труб ПНД. Разъемная установка производится с помощью специальных приспособлений.

Для разъемных соединений используются соединительные детали. Такие стыки можно разбирать. Среди преимуществ - простота монтажных работ, обслуживания и ремонта. Расходы меньше затрат на сварку, для которой нужно иметь специальную технику. Метод используется для установки труб под водой и в других условиях, где сварочное соединение невозможно.
Разъемные соединения незначительно, но уступают по прочности сварным, поэтому их не применяют в газовых и напорных водопроводных системах. Выполнить из можно четырьмя способами. Есть фитинговые, раструбные, фланцевые.

Это соединение основано на применении резьбы и компрессионного фитинга, который состоит из втулки (цанги), накидной гайки, зажимного и уплотнительного колец, корпуса – фиксатора для гайки. Для организации переходов и разветвлений в комплектацию могут быть добавлены различные конструкционные элементы.
Подходит для труб диаметром не более 50 мм и обеспечиваит быстрый, простую прокладку магистрали. Может стыковать участки разных размеров и изготовленные из разных материалов (металлопластика, пропилена). Получается надежное, герметичное соединение многоразовой эксплуатации.
Работы выполняются следующим образом:
Применяется для безнапорных канализационных, водопроводных (технических и питьевых) систем. Не применяется для газовых транспортных систем, подземных трубопроводов.
Редко применяемый способ соединения, так как не обеспечивает высокую герметичность. Используется дополнительная труба с раструбом в качестве соединительного элемента.
Работы выполняются следующим образом:
Подходит для построения тоннелей для кабелей или для создания безнапорной канализационной системы. Может применяться для трубопроводов с участками из разных материалов (полиэтилена и чугуна).

Для соединения труб с большим диаметром обычно используется фланцевое соединение. Основным соединительным элементом является круглый и квадратный фланец с отверстиями для крепежных деталей (болтов). Фланец является опорой для креплений. Обеспечивает высокопрочное и герметичное соединение. Позволяет создать проходные и тупиковые варианты, подключить к системе вентили, регуляторы, а также соединить участки трубопровода из разных материалов (полиэтилен и металл).
Работы выполняются следующим образом:
Используется в промышленных условиях, химической отрасли, ЖКХ для организации трубопроводов с большим сроком эксплуатации. Подходит для напорных систем, для которых все же рекомендуется применять сварочные соединения.

Единственно возможный способ для установки трубопроводов с большим диаметром. Отличается высоким уровнем герметичности, так как под воздействием высоких температур создается высокомолекулярное соединение, которое можно сравнить с целостной поверхностью. Полиэтилен относится к материалам с хорошей свариваемостью, так как поддерживает вязкотекучее состояние в широком температурном диапазоне и имеет небольшую вязкость расплава.
Из наиболее востребованных сварок выделяют стыковую, раструбную, электромуфтовую (с закладными нагревателями).
Стыковая сварка пнд – наиболее частый способ сварки. Соединяются торцы двух деталей с одинаковым диаметром и одинаковой толщиной стенок с помощью сварочного аппарата. Для напорных систем выполняется в промышленных условиях специальными машинами (механическими и электрогидравлическими), так как соединение встык требует высокой точности и аккуратности исполнения. Вручную можно делать только для безнапорных трубопроводов.
Работы выполняются следующим образом:
В результате получается идеально ровный симметричный шов, обеспечивающий равнопрочный участок трубопровода по отношению к цельному материалу. Метод снижает затраты на установку.

Экструзионная сварка позволяет создать соединение прочностью до 70–100 % от прочности целостного материала. Выполняется с помощью оборудования, которое состоит из нагревательного элемента, шнека, воздухоподающей системы, накопителя для гранул и башмака, придавливающего присадку. Подходит только для соединения труб из одинакового материала.
Работы выполняются следующим образом:
Применяется для установки безнапорных трубопроводов. Толщина стенок труб должна превышать 6 мм, чтобы не допустить деформацию изделия.

Для соединения ПНД труб с применением фитингов – деталей с вмонтированными нагревательными элементами, нужно подготовить такие инструменты, как труборез, калибратор, фаскосниматель, сварочное оборудование с насадками. Могут использоваться специальные фитинги-тройники для организации отводов. Герметичность муфтового соединения обеспечивается, благодаря тепловому расширению трубы.
Работы выполняются следующим образом:
Такая сварка с раструбом применяется для соединения труб со стенками толщиной не более 5 мм. Особенно удобна для участков, к которым сложно подвести оборудование для стыковой сварки.
Для разных конфигураций систем трубопроводов и разных методов соединения нужны разные инструменты, приспособления, фитинги, муфты и другие детали. Для сварки труб ПНД используется специальное сварочное оборудование и, собственно, трубы.
Фитинги для труб ПНД являются элементом, соединяющим участки трубопровода, а также создающим условия для его разветвления, поворота трассы, перехода между трубами разного диаметра и из разных материалов.

Бывают литые и сварные. Соединяются с трубами методом сварки с помощью специального аппарата по принципу соединения труб методом стыковой сварки. Как правило, используются на участках поворота или изгиба трубопровода. Результат – прочность соединения, равная прочности сплошного материала. Сварные фитинги недорогие, долговечные и доступны в большом ассортименте размеров и видов. Не предусматривают разборку системы.
В нашем каталоге представлен выбор сварных фитингов в форме отводов с разным углом поворота, крестовин, тройников, переходов.

С помощью фитингов компрессионных выполняются разъемные соединения без сварки. Представляют собой полиэтиленовый корпус с уплотнителем в местах соединений, зажимных колец, втулки и крышек в виде гаек, которые защищают место стыковки. С их помощью можно создать достаточно прочное соединение со средним уровнем герметичности.

Электросварной фитинг может соединять несколько труб в одну систему. Представляет собой полиэтиленовый корпус с помещенным вовнутрь проволочным нагревательным элементом. В фитинг вставляются трубы, расплавляются под воздействием высоких температур и формируют долговечное, прочное соединение. Такая сварка может выполняться в ручном и автоматическом режиме в соответствии с регламентирующими параметрами, указанными на фитинге. Шов не деформируется и реагирует на агрессивные условия так же, как и цельная труба.
В каталоге нашего интернет-магазина можно выбрать детали для сварки пнд фитингов с разными характеристиками.

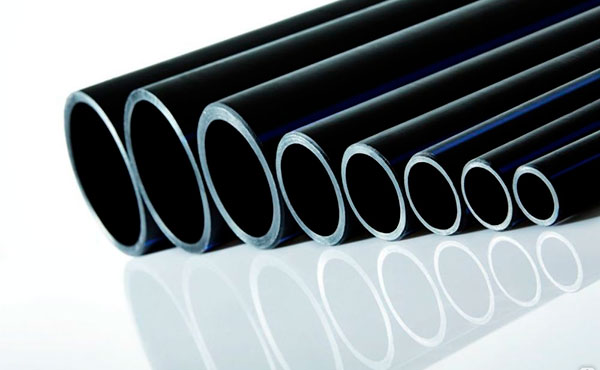
Первая буква аббревиатуры ПНД указывает на материал, из которого изготовлена труба, две следующие – на технологию его производства. Это - трубы из полиэтилена, изготовленного в условиях низкого давления (менее 2 Мпа). Плотность готового материала невысокая, поэтому его вес незначительный, что значительно упрощает установку полиэтиленовых трубопроводов. Достаточная эластичность трубы обеспечивает ее способность значительно удлиняться и исключать разрывы при деформации, которая может возникнуть в условиях высокой температуры или механического воздействия, например, от давления, оказываемого ледяной пробкой. К тому же, они легко сгибаются, что позволяет создавать сложные конфигурации трассы. Материал прочный и инертный по отношению к агрессивным средам, в том числе масляным. Исключается образование ржавчины. Отлично поглощает гидроудары.

Трубы ПНД для транспортировки холодной питьевой и технической воды имеют маркировку в виде продольной полосы синего цвета. Отличаются гладкой поверхностью внутренних стенок, на которых не образуются наслоения солей и других осадков, поэтому в течение срока эксплуатации трубопровод функционирует с равномерным напором потока воды.

В газовой транспортной системе может использоваться только труба ПНД под сварку. Другие виды соединений невозможны. Такие трубы отличаются высокой пропускной способностью и большим сроком эксплуатации, выдерживают высокое давление. В качестве опознавательной цветовой маркировки наносится желтая продольная полоса.

Учитывая горючесть полиэтилена и относительно низкую температуру его плавления (около +60 °C), для трасс горячего водоснабжения и отопительных систем применяются трубы ПНД с армированием стекловолокном. В качестве сырья используется полиэтилен марки ПЭ-100 и ПЭ-100+, отличающийся высокой прочностью на разрыв. Для этой области применения больше подходят полипропиленовые трубы с размягчением при +140 °C.

Гофрированные полиэтиленовые трубы с раструбами обычно используются в водоотводных и канализационных безнапорных трубопроводах. Имеют большой срок службы, легко монтируются и устойчивы к агрессивным средам. Гофра на наружной стенке создает высокую жесткость изделия. Внутри стенки гладкие, поэтому осадки канализационных стоков, не образуются на поверхности, не сужают проход. Возможно создание соединений с высокой герметичностью с помощью раструба, термоусадочных и электросварных муфт.

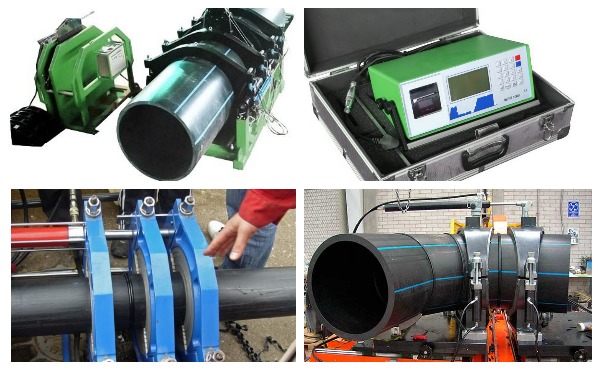
Сварные работы для соединения ПНД труб выполняются с помощью такого основного оборудование, как:
На нашем сайте представлены гидравлические сварочные аппараты мощностью от 3.35 до 87 кВт, для труб диаметром от 63 до 2500 мм, с максимальным рабочим давлением от 6 до 25 Мпа. Также, есть механические сварочные аппараты общей мощностью кВт1.7 для труб диаметром от 40 до 200 мм, и объемом от 0.343 до 0.9 м3. Предлагаем дополнительное оборудование.
Чтобы правильно выбрать, важно учитывать тип сварных работ, диапазон возможных диаметров сварных конструкций, условия (ограничение доступа к трубопроводу), мощность, необходимость в дополнительных аксессуарах.

Гидравлические аппараты для сварки представляют собой малогабаритное электрическое оборудование, с помощью которого легко выполнить сварку полиэтиленовых труб удобно, быстро и качественно. Они производят стыковое соединение с расплавлением торцов соединяемых труб и их сжатием под давлением до полного остывания, затвердения. Способны оказывать любое сварочное усилие, поэтому подходят для труб с большим диаметром.

Механические аппараты используются для сварки встык ПВД труб диаметром не более 160 мм, так как работают от механического привода, который запускается оператором с помощью физической силы, применяемой к рычагу или винту. Трубы ПНД под сварку с большим диаметром требуют прилагать много усилий.

Перед началом сварки ПНД труб выполняется подготовка, которая заключается в:

Для сварки труб ПВД применяется ГОСТ Р 55276-2012, соответствующий ИСО 21307:2011, в котором описываются процедуры сварки в стык ПНД и фитингов для создания трубопроводов для транспортировки газа и воды. Стандарт определяет принципы в отношении оценки качества результата. Чтобы оценить качество сварочного оборудования, нужно обратиться к ГОСТу Р ИСО 12176-1.
Также, при выполнении сварки применяются другие нормативные документы. Для строительства наружного водопровода СНиП 3.05.04-85 и для строительства подземных газопроводов СНиП 42-01-2002. Технология же стыковой сварки труб ПНД описана в СТО 2-2.1-411-2010. Если полиэтиленовые трубы используются для нефтепроводов, то для их установки руководствуются ВСН 003-88.
ГОСТ Р 55276 в большей степени предоставляет информацию, которая нужна технологу, а не сварщику. В современной реальности с ним связаны ограничения, не устраняемые стандартом, например, норматив определяет максимальную толщину стенок труб на уровне 70 мм, а производят изделия в том числе с параметром 90 мм, для которых не разработан стандарт.

Стыковую сварку ПНД труб можно выполнить самостоятельно с применением сварочного аппарата, который приводит к размягчению полиэтилена и образованию прочного шва. Этот метод подходит только для труб, изготовленных из одного материала и с одним диаметром. Требует навыков от исполнителя. Лучше иметь квалификацию сварщика, чтобы гарантировать точность соединения. Перед началом работ важно подготовить оборудование, осмотреть сварочный аппарат, очистить его.
Работы по самостоятельной сварке стыков ПНД труб выполняются следующим образом:
Для стыковой сварки труб большого диаметра лучше использовать автоматический аппарат, который выполнит точную центровку и аккуратную стыковку.
При соблюдении всех нормативов сварка ПНД 32 разными методами обеспечивает образование прочных соединений. Выполняется с соблюдением техники безопасности, выполнением рекомендаций, требований и ограничений регулирующих документов, в том числе ГОСТов.
Перед началом работ, трубы проверяются на точность окружности основания, толщину стенок, соответствие всех деталей, необходимых для сварки.

Из полиэтилена низкого давления производят трубы, которые применяются для строительства трубопроводов для транспортировки:
Кроме того, ПНД трубы часто используются как изоляция для прокладки кабеля.
Хотя ПНД трубы используют для подземных и наземных трасс, важно помнить, что полиэтилен теряет свои качества при продолжительном воздействии на него ультрафиолетовых лучей, в результате чего снижается надежность и долговечность трубопроводов.
При выборе способа соединения ПНД труб важно учесть:
Существуют ограничения в применении разных методов сварки в зависимости от диаметра трубы.
Универсальный метод - с применением терморезисторных муфт, но в силу высокой стоимости муфт и сварочного оборудования, он не относится к самым востребованным. Наиболее распространен экономный метод стыковой сварки, несмотря на сложность исполнения. Не сопровождается дополнительными расходами на соединительные элементы и сложное оснащение.

Стыковой метод сварки относится к неразъемным соединениям. Сварка ПНД своими руками выполняется по общему алгоритму. После подготовки, зачистки торцов труб производится их расплавление с помощью сварочного аппарата с гидравлическим или механическим приводом и соединение их на молекулярном уровне посредством сжатия и удержания. Требует внимательности в отношении контроля над степенью нагревания и сжатия труб.
В результате, после остывания соединения образуется прочный шов, который не уступает по качеству и герметичности целостной поверхности трубы. Для разных условий существуют разные требования к времени нагрева и остывания, которые надо уточнять в специальных таблицах.
Ограничивающим применение этого метода является толщина стенок соединяемых труб – должна быть не более 5 мм.
Относится к наиболее долговечным неразъемным соединениям в безнапорных и напорных трубопроводах. Среди отрицательных моментов технологии – отсутствие возможности легкого демонтажа при возникновении необходимости в техническом обслуживании и профилактических работах

Электромуфты представляют собой полиэтиленовые соединительные элементы с нагревательной спиралью внутри. В них вставляются подготовленные зачищенные и обезжиренные соединяемые трубы, торцы которых плавятся под воздействием температуры, и образуется надежное электросварное соединение.
Следует обеспечить полную неподвижность всех элементов конструкции в процессе плавления и остывания.
Муфтовый метод сварки полиэтиленовых трубопроводов отличается быстротой и простотой исполнения, подходит для труднодоступных участков трубопроводов, но сопровождается дополнительными затратами на приобретение специальных электросварных фитингов для пэ сварки, (терморезисторных электромуфт с раструбом – по названию этого приспособления метод еще называется терморезисторным соединением).
Для создания прочных и долговечных соединений важно соблюдать общие правила технологии сварки полиэтиленовых труб:
Следуя базовой инструкции можно добиться безупречных результатов.
Базовые этапы для стыковой сварки пэ и пнд труб:

Полиэтиленовые трубы удобны в эксплуатации и имеют преимущества по сравнению с трубами из других материалов. Они прочные, долговечные, пластичные, недорогие, отличаются небольшим весом, широким диапазоном рабочих температур, поддаются сгибанию и легко плавятся, что позволяет применить к ним разные способы сварки, а также использовать методы разъемных соединений. Благодаря универсальности, можно создавать сложные трубопроводные системы с разветвлениями, поворотами, совмещением участков из труб разного диаметра, вставкой функциональных элементов.
Сборка полиэтиленовых труб в систему достаточно простая, особенно, если трубопровод используется в не промышленных целях. Не требует физической силы, применения тяжелой техники и сложного оборудования. Трубы ПНД небольшого диаметра может смонтировать даже исполнитель без опыта.
Для начала следует разработать проект трассы или составить схему подключения для небольших простых объектов. Это позволит рассчитать протяженность магистрали и потребность в материале: трубах, фитингах, муфтах, заглушках, уплотнителях, отводах, гайках, цангах и других деталях. Приобретается или оформляется в аренду оборудование в зависимости от выбранного способа соединения. Понадобятся такие инструменты, как труборез, нож для зачистки срезов, центратор,
Для напорных трубопроводов или газовых магистралей применяется неразъемное соединение. Нужно выбрать вид сварки в зависимости от размера труб и внутреннего диаметра (толщины стенок). Это может быть стыковая сварка, выполняемая с минимальными затратами с помощью специального сварочного аппарата, или соединение посредством электромуфтовой сварки с использованием фитинга, внутри которого интегрирован нагревательный элемент.
Перед началом сварки подготавливаются материалы, инструменты, оборудование и рабочее пространство. Трубы разрезаются под пайку с помощью электрического трубореза или его аналогов (трубной гильотины, кругового резака, ленточной пилы). Важно обеспечить максимально ровный, симметричный срез, устранить возможные заусенцы. При необходимости трубы можно сгибать или распрямлять. Эластичность материала позволяет это делать с помощью незначительного нагревания (можно участок обдать кипятком) и физических усилий.
Регулировать температуру нагрева для сгибания или распрямления, чтобы избежать образование трещин в месте сгиба (при недостаточном нагреве) или повреждение поверхности (при слишком высокой температуре).
Для соединения используется сварка труб. Для стыковой сварки важно обеспечить идеальную ровность среза. Чтобы упростить работы, можно использовать электросварную муфту – соединительный элемент с нагревательной спиралью внутри, в который с двух сторон вставляются трубы и автоматически центруются, расплавляются, соединяются, затвердевают в нужном положении. Использование дополнительных приспособлений удорожает работы по созданию трубопровода, поэтому можно их количество сократить до необходимого – применять этот вид сварки только в труднодоступных местах.

Полиэтиленовые трубы легко поддаются деформации без применения специальной техники. Сгибание и разгибание можно сделать вручную.
Чтобы выпрямить трубы, которые продаются и/или хранятся в бухтах, поэтому сохраняют в отрезанном виде кольцевые изгибы, нужно нагреть место загиба с помощью горячей воды, строительного фена, газовой горелки или в промышленном оборудовании (в формовочной машине). Таким же образом можно придать полиэтиленовой трубе нужный изгиб.
Знать допустимые пределы температуры плавления и радиуса изгиба, чтобы не повредить материал.
Подробнее о порядке действий можно прочитать в статье «Как выпрямить ПНД трубу». Способы и рекомендации», которую вы найдете здесь и в статье «Как правильно согнуть ПНД трубу», опубликованной здесь.
После выполнения сварочных работ производится обязательный визуальный осмотр качества швов. Согласно ГОСТу, правилам технологии сварки ПНД выбранного типа к качеству сварных соединений
О том, как сварить трубы из ПНД своими руками, смотрите в следующем видео.

Опытные специалисты рекомендуют в процессе выполнения сварочных работ быть предельно внимательным к аккуратности шва, от качества которого зависит герметичность стыка и долговечность трубопровода.
Важно, чтобы:
Каждая технология соединения имеет преимущества и ограничения или рекомендации к применению. В любом случае трубопроводы из ПНД труб – это экономически выгодное решение. Полиэтиленовые изделия характеризуются прочностью, износостойкостью, пластичностью, универсальностью, безопасностью, поэтому востребованы для строительства бытовых и промышленных, напорных и безнапорных магистралей для транспортировки питьевой и технической воды, газа и технических сред.
В нашем интернет-магазине представлен широкий выбор полиэтиленовых труб разных диаметров, конструкционных элементов, фитингов, инструментов, оборудования для установки, сварки пнд трубопровода. Сертификаты соответствия представлены для ознакомления в соответствующем разделе на сайте. Объемы заказа не ограничены. Цены – оптовые!
Звоните нам по телефонам, указанным на сайте, чтобы проконсультироваться с нашими менеджерами в отношении ассортимента, качества и назначения товаров, условий сотрудничества.